Was bietet Löten mit Vakuumprofilen? – Teil 3
Nachdem in Teil 1 und Teil 2 der Einfluss von Aperturvariationen und Vakuum auf die Voidanzahl und den Voidgehalt bei BTC Bauteilen (Bottom Terminated Components) beschrieben wurde, wird im dritten Teil ein weiterer Vorteil des gezielten Einsatzes von Vakuum aufgezeigt. Durch die gleichmäßige Verteilung des Dampfes im Vakuum konnte hier der 3-dimensionale Lötprozess eines MID-Bauteils (Molded Interconnect Devices/ spritzgegossener Schaltungsträger) signifikant verbessert werden.
Einsatz der MID-Technologie
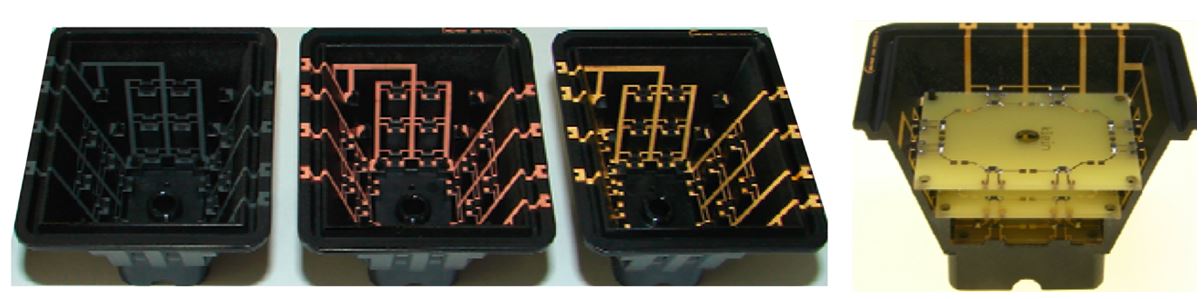
Die MID-Technologie kommt insbesondere dann zum Einsatz, wenn eine deutliche Miniaturisierung, geometrische Gestaltungsfreiheit und eine Reduzierung der Komponentenanzahl einer Baugruppe gefordert wird. Dafür werden bei der Konzeption und Entwicklung die in der Regel auf verschiedene Komponenten verteilte elektrische- und mechanische Eigenschaften in einer MID-Komponente vereinigt. So wurde in Rahmen des BMBF Verbundvorhabens IEKU (Nr.: V3EAAS010) ein intelligentes energieautarkes Drucksensorsystem mit einem Gehäuse in MID-Technologie entwickelt. In Abbildung 1 (links) sind die einzelnen Prozessschritte der LPKF-LDS®-Technologie bei der Herstellung des Schaltungsträgers dargestellt. Durch das MID-Gehäuse konnte der Sensor sehr kompakt und mit reduzierter Anzahl der Komponenten ausgeführt werden.
3D-MID-Gehäuse
Die dreidimensionale Gestaltung des Gehäuses führt dazu, dass die Kontaktstellen zwischen dem Schaltungsträger und den Leiterplatten über die Höhe verteilt sind (Abbildung 1 rechts).
Wie in Abbildung 2 dargestellt, wurde das Gehäuse in der für Dampfphasenlöten schlechtesten Position, nämlich als Becher, gelötet. Bei herkömmlichen Anlagen führt eine solche Ausrichtung des Bauteils zu einer hohen Verschleppung des Dampfphasenmediums. Daraus resultieren sich unterschiedlich schnelle Aufheizung der Lötstellen, Mediumverlust aus der Anlage und eine negative Beeinflussung des
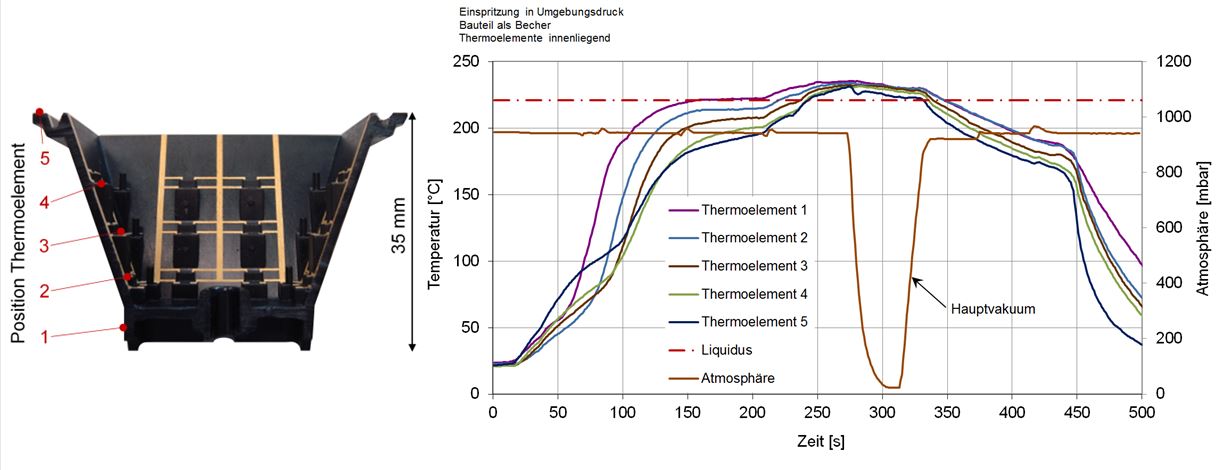
Lötprofils. Um diesen Effekt zu untersuchen, wurde zuerst ein Lötversuch unter Dampfphase mit einem bleifreien Temperaturprofil durchgeführt. Position der Thermoelemente und Ausrichtung des MID-Gehäuses (links) und die gemessenen Temperaturprofile (rechts) beim Dampfphasenlöten mit Hauptvakuum.
Lötversuch unter Dampfphase ohne Vorvakuum
Dafür wurden, wie in Abbildung 2 (links) dargestellt, Thermoelemente auf verschiedenen innenliegenden Bestückungsebenen sowie auf dem oberen und unteren Gehäuserand aufgebracht. Zuerst wurden die Temperaturprofile am Bauteil beim Einspritzen des Galdens unter Umgebungsdruck und mit nachfolgendem Hauptvakuum aufgenommen. Wie in Abbildung 2 (rechts) zu sehen ist, zeigen die Messergebnisse deutliche Unterschiede der Aufheizgeschwindigkeiten auf. Die starken Differenzen bei der Temperaturentwicklung am Bauteil können auf zwei Ursachen zurückgeführt werden: zum einen verursacht die sich beim Dampfphasenlöten von unten nach oben aufsteigende Dampfschicht einen über die Höhe des Gehäuses zeitlich verzögerten Wärmeeintrag und zum anderen kann die Luft aus den unteren Bereichen nicht vollständig verdrängt werden. Diese beiden Effekte beeinflussen die zeitliche Entwicklung des Temperaturgradienten und somit auch das Aufheizverhalten des Bauteils.
Lötversuch unter Dampfphase mit Vorvakuum

Im nächsten Untersuchungsschritt wurde der Versuch bei gleicher Bauteilausrichtung und Fühlerposition unter Anwendung des Vorvakuums wiederholt. Gleich zur Beginn des Lötprozesses wurde ein Vorvakuum von 100 mbar aufgebaut und das Galden eingespritzt. Die in Abbildung 3 dargestellten Messergebnisse zeigen beim Dampfphasenlöten unter Vakuum eine deutlich gleichmäßigere Temperaturentwicklung an verschiedenen Bauteilpositionen, die einen gleichmäßigen Übergang über den Liquiduspunkt bei unterschiedlichen Bestückhöhen ermöglicht.
Verteilung des Galdendampfes in der Prozesskammer
Unter der Anwendung des Vakuums bildet sich beim Vorwärmen und Löten statt einer nach oben aufsteigenden Dampffront eine gleichmäßige Verteilung des Galdendampfes in der Prozesskammer. Damit wird der Nachteil des Temperaturgefälles bei konventionellen Dampfphasenanlagen (je näher an der Wärmequelle desto früher wird erwärmt) und Konvektionsanlagen (je näher an der Wärmequelle desto früher und höher wird erwärmt) vermieden. Dies wird durch das Fehlen größerer zu verdrängenden Luftmassen und der schnelleren Ausbreitung der Gasmoleküle im entspannten Raum hervorgerufen. Diese Effekte wirken sich positiv auf die Profilierung des Lötprozesses und somit auf die Qualität der Lötstellen.
Zusammenfassung
Durch die Anwendung des Dampfphasenlötens in Kombination mit Vakuum lassen sich neben der Reduktion der Voidanteile auch geometriebedingte Abweichungen der Temperaturprofile beheben. Wie am Beispiel der Temperaturprofilmessungen an einem MID-Gehäuse gezeigt, konnte durch das Vorvakuum eine deutliche Annäherung der Aufheizgradienten an allen Messstellen erreicht werden und das vom Dampfphasenlöten bekannte kleine Delta T bei der Peaktemperaturen wurde beibehalten. Weiterhin kann die Anwendung des Vorvakuums zu einem schnelleren und gleichmäßigeren Aufheizen von Baugruppen mit größeren thermischen Massen angewendet werden. Zusammenfassend lässt sich daraus schließen, dass das Vakuum beim Dampfhasenlöten einen zusätzlichen und sehr flexiblen Einflussparameter zur Evaluierung eines optimalen Lötprofils bietet und darüber hinaus eine Galdenverschleppung bei Bauteilen mit Bechergeometrie verhindert.






Tja so schnell schreitet die Technik voran! Wahnsinn
Euer Hiert