Ernst Lenz Maschinenbau Bohr- und Frässystems DRB 610 1+1 AL
Seit 1968 ist die Ernst Lenz Maschinenbau GmbH eines der ersten Unternehmen, das sich auf Bohr- und Fräsmaschinen für den Leiterplattenbau spezialisiert hat. Gegründet wurden sie im Jahr 1939 in Sinn, nordwestlich von Wetzlar, wo sie bis heute ihren Sitz haben. Diese langjährige Erfahrung fließt in die Entwicklungen von Lenz konsequent ein.
Die aktuellen Entwicklungen der Ingenieure aus Sinn werden von der gesamten Branche aufmerksam beobachtet. Die Maschinen aus Sinn, das sind nicht nur Bohr- und Fräsmaschinen für die Leiterplattenfertigung, sondern auch Sondermaschinen für andere Branchen oder für weitere Prozesse in der Leiterplattenfertigung.
Bohr- und Frässystem DRB 610 1+1 AL
Das Bohr- und Frässystem DRB 610 1+1 AL setzt mit ihrer enormen Flexibilität Maßstäbe. Der geringe Platzbedarf, die hohe Flexibilität durch den automatisierten Werkzeugwechsel, der die Stillstandzeiten der Maschine minimiert, lassen aufhorchen. Das System ist für den europäischen und den amerikanischen Markt, dort vor Allem für den Bereich Low Volume-High Mix konzipiert.
Verfügbar sind spezielle Software-Pakete oder -Optionen, angepasst auf die jeweilige Umgebung in den Produktionen. Auch kann die Maschine sowohl Sacklöcher, wie auch Tiefenfräsungen (Kavitäten) in die Leiterplatten einbringen. Hierzu stehen unterschiedliche Systeme bereit. Das DRB System ist mit einem Kontaktbohrmodul und mit einem zweiten Messsystem am Niederhalter ausgestattet. Darüber hinaus steht für die Multilayer Innenlagen Erkennung ein CCD Kamerasystem zur Verfügung. Standardmäßig kann dies Innenlagen bis minimal 60ym automatisch erkennen. Eine Kameraregistrierung steuert dabei die Position der Leiterplatte und korrigiert die Versätze und Verzüge der Innenlagen.

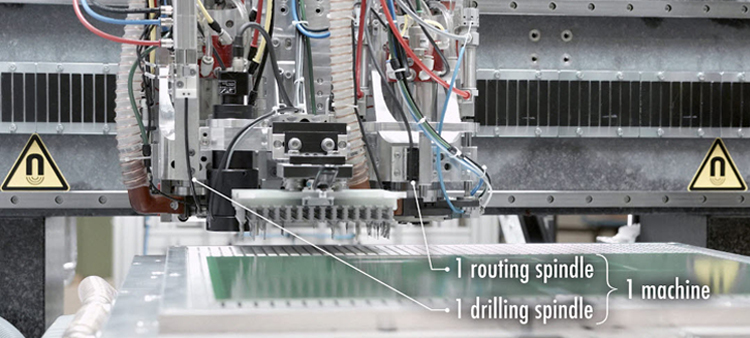
Die DRB 610 1+1 AL hat eine Bohrspindel mit 20.000 bis 200.000 UpM und eine Synchron-Bohrfrässpindel mit Drehgeschwindigkeiten von 6.000 bis 60.000 UpM. Mit ihr werden auch die großen Bohrungen gemacht. Dabei ist immer nur eine Spindel im Einsatz. Der Werkzeugwechsel erfolgt vollautomatisch und wird frei auf einzelne Produkte programmiert. Die Werkzeuge können im laufenden Betrieb getauscht werden.
Mit dem von Lenz eingebauten Riemen, über den der Tausch der Werkzeuge organisiert wird, werden Stillstandzeiten des Systems vermieden. 243 Euromagazine, auch das eine Entwicklung aus Sinn, fassen bis zu 2.600 Werkzeuge. Das geht dank einer grafischen Software-Oberfläche sehr einfach und kann von jedem Mitarbeiter nach kurzer Einweisung bedient werden.
Das System fasst 20 Plattenpakete, die alle zu unterschiedlichen Produktlinien gehören können. Die Software übernimmt die korrekte Steuerung der Fertigungsabläufe – das AL im Produktnamen steht für „automatic loader“. So sind zwischen einem und 20 Aufträgen vorladbar, entlasten die Mitarbeiter und lassen wertvolle Kapazitäten für andere wichtige Arbeiten frei.
Auch über Nacht kann die Maschine ihre Aufgaben ohne Aufsicht erledigen. Werkzeuge und Jobliste werden automatisch kontrolliert – alles wird dokumentiert. Es ist also alles nachvollzieh- und auch exakt in beliebiger Stückzahl reproduzierbar.
Linearmotoren für die präzise Führung in der X-, Y- und Z-Achse, Lenz hat sie 1993 als erster Maschinenhersteller weltweit in der Leiterplattentechnik eingesetzt, oder Vakuumadapter zur Niederhaltung sehr dünner Leiterplatten sind nur zwei der Features, die mit dem System angeboten werden.
Erweiterungsprojekt Becker & Müller
Eines der Unternehmen, das stetig Neuerungen in die Leiterplattenfertigung konsequent integriert, ist die Becker & Müller Schaltungsdruck GmbH aus Steinach im Kinzigtal/ Schwarzwald, in der Nähe von Offenburg. Sie sind bereits seit 2003 partnerschaftlich mit Lenz verbunden. Die erste DRB 610 1+1 AL wurde bei Becker & Müller vor zwei Jahren installiert. Nun investierte der Leiterplatten-Fertiger in zwei weitere DRB 610 1+1 AL, um den Ablauf in der Fertigung weiter zu optimieren zu flexibilisieren. Die erste hat sich also bewährt. Auf dieser Basis wurden die Kapazität und die Möglichkeiten ausgebaut.

Eine alte Fräsmaschine und eine alte Bohrmaschine ersetzte das LENZ Team mit zwei identischen Maschinen, die mehr Fähigkeiten haben und mit der bereits in der Produktion vorhandenen identisch sind – Stichwort Standardisierung. So wurden die neuen Maschinen für Becker & Müller individualisiert und mit jeweils zwei Bildschirmen ausgeliefert. Die neuen Anlagen können so von beiden Seiten bedient werden. Bei Nutzung eines automatischen Beladers ist nun die Software-Bedienung auf der gleichen Maschinenseite möglich. Und wegen der Wartungs- und Reparaturmöglichkeit von vorne und geringen Platzbedarfs der Maschinen, konnten sie in der Schwarzwälder Fertigung direkt nebeneinander positioniert werden.
Mit den neuen Systemen können gut automatisierte Prozesse ohne Bediener ausgeführt werden, sowie Produkte einfach zwischen den Maschinen gewechselt werden.
Das angeschlossene Werkzeug-Lager wird bei der Becker & Müller Schaltungsdruck GmbH mit der Software von „HAM Präzision“ gesteuert. Die Möglichkeiten von Industrie 4.0 werden bei der laufenden Arbeit deutlich. Das System untersucht selbsttätig den Zustand der Werkzeuge und ordert sie aus dem angeschlossenen Lager online nach. Der Industrie 4.0-Gedanke ist hier schon weit fortgeschritten und wird weitergedacht. Sollte der Bestand der Werkzeuge im Lager zur Neige gehen bestellt die Lagersoftware sie automatisch beim Hersteller nach. Die Werkzeuge können durch den Riemen auch während des Bohr- und Fräsprozesses automatisch gewechselt werden. Dadurch werden die Rüst- und Stillstandzeiten minimiert.
Die Investition in die Neuerung der Fertigung hat außer Gründen der Aktualität, einer Zukunftsinvestition, auch Gründe, die in der

Umweltfreundlichkeit der Anlage zu finden sind. „Bei uns werden die Ersatz- oder Neuinvestitionen immer stark unter dem Aspekt der Umweltverträglichkeit beurteilt. Was nicht ‚umweltfreundlich‘ genug ist, fällt bei der Auswahl durch.“ Michael Becker und Xaver Müller sind bei der Auswahl der Investitionen für ihren konsequenten und auf schonenden Umgang mit den begrenzten Ressourcen der Umwelt bekannt.
Der Druckluft und Energieverbrauch ist bei der DRB 610 1+1 AL wesentlich geringer als bei den ersetzten Anlagen im Maschinenpark und passt so sehr gut in die Umweltstrategie von Michael Becker und Xaver Müller. Es ist der richtige Weg in die Zukunft.
„Für unsere Prototypenfertigung, sind die neuen DRB 610 1+1 AL Systeme optimal geeignet und bringen uns im Sinne der Standardisierung und Flexibilisierung weiter“ Für Xaver Müller, einem der Geschäftsführer der Becker & Müller Schaltungsdruck GmbH, ist die Auswahl des hochpräzisen Equipments für die eigene Produktion goldrichtig. Es führt zu einer weiteren Optimierung der Fertigung. Und Uwe Lenz, Geschäftsführer der Ernst Lenz Maschinenbau GmbH, ergänzt: „Solche Kunden sind die Referenz für unsere Arbeit.“ Er freut sich über den Einsatz seiner Maschinen bei den Partnern im Schwarzwald.