
Es ist ruhig am Markt geworden – kaum ein neues Produkt im Inspektionsbereich SPI, AOI und AXI. Jeder hat an seinen Techniken gefeilt und die Software erweitert und verbessert, aber wirkliche Neuigkeiten sind ausgeblieben. Vielleicht fehlt auch einfach nur die entsprechende öffentliche Plattform im Moment – uns zumindest fehlt der direkte Kontakt zu unseren Kunden, schon rein menschlich gesehen, sehr. Wir hoffen, es geht ihnen gut.
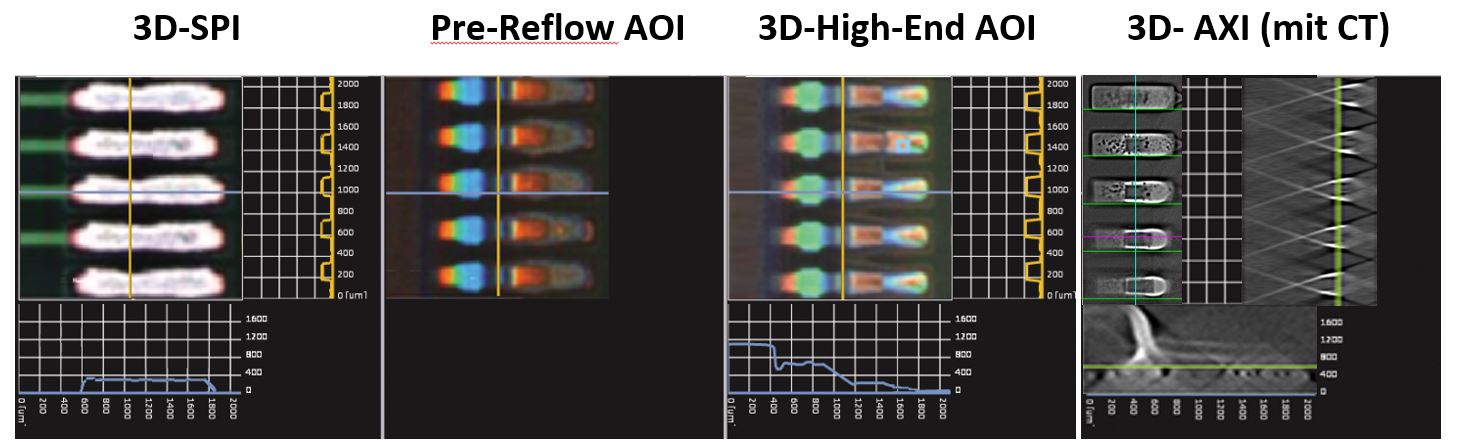
ATEcare arbeitet nun schon seit über 12 Jahren mit dem Partner OMRON zusammen und gemeinsam hat es sehr viele AOI, SPI und AXI Installationen gegeben. In die AOI-Welt ist die 3D-Technologie eingezogen, die CT-Technologie in den AXI-Systemen hat sich als der richtige Weg durchgesetzt – im Bereich der SPI haben wir unsere Wünsche an den Hersteller herangetragen, da wir eine gute Ausgangsbasis hatten, aber die Kunden auch nach Neuerungen gefragt haben. Weltmarktposition 2 (laut FUJI Research Report) ist ja schon mal nicht schlecht, aber es soll ja weiter gehen.
Das neue Flaggschiff im SPI-Bereich, die VP9000 wurde nunmehr vorgestellt und auch schon bei ersten Kunden, trotz der CORONA-Umstände mehrfach installiert. Wie bei jeder Neuentwicklung wird gerade von den High-End Herstellern nach noch höherer Geschwindigkeit gefragt, was natürlich mit umgesetzt worden ist. Und sicher wurde auch an eine modernere Oberfläche zur Bedienung gedacht. Die Programmierung bleibt einfach und schnell und wurde durch Hinzufügen von weiteren Schnittstellen, noch optimiert.
Scheinbar ist SPI nicht sehr komplex, könnte man vermuten – es tummeln sich sehr viele Anbieter aber Systeme einiger Hersteller haben sich etabliert, andere sind wieder ausgestiegen oder haben ihre Entwicklung nochmals gestartet oder verwenden gar HW anderer Hersteller. Integrationen in Drucker können hilfreich sein – die Maßstäbe der Marktführer haben sie allesamt bislang nicht erreicht. Da muss also mehr dahinterstecken. Ganz und gar kurios finden wir die Ansätze, SPI-Aufgaben an eine AOI zu delegieren – ganz anderes Licht, andere Auflösung, andere Algorithmen – also niemals eine richtige SPI.
Das verwendete und etablierte 3D-Verfahren (eine Art Streifenlicht-Methode) bringt von Haus aus schon gute und sehr genaue Höhenmessungen mit – vorausgesetzt, die Höheninformation, die ja durch ein indirektes Messverfahren über Licht der Kamera zugeführt wird, erreicht sie auch unverfälscht oder überhaupt. Und genau da liegt die Schwierigkeit. Reflexionen, Rauschen und in seltenen Fällen auch Abschattungen, machen hier einen Strich durch die Rechnung. Kunden berichten von Systemen, wo das einfache Auffinden der Paser-Marken schon problematisch ist. Dies ist nur durch eine ausgefeilte Beleuchtungstechnik möglich, sodass Störungen ausgeblendet werden können. Ich nenne nur einmal die berühmt berüchtigte weiße Leiterplatte… Der Hersteller hat das Thema mit einer Kombination von bewegter, mitgeführter Z-Achse und einem 360⁰ Ringlicht bewerkstelligt und wirkt damit dem Rauschen und den Reflexionen entgegen. Schöne Bilder lassen sich auch ohne diese Technik erzeugen – mit Interpolationen. Diese Technik ist altbekannt und „bügelt“ diese Effekte aus dem Bildmaterial – bei immer kleiner werdender Technik äußerst fatal – dann „verschwinden“ auch die gesuchten Fehler.

Stichwort „immer kleiner“. 0201 hat bereits den Markt erobert, 01005 wird teilweise eingesetzt aber auch nachfolgende, kleinere Generationen sind schon am Markt angekommen. Hier sind dann auch andere Pastentypen, Veränderungen im Layout (Pad-Geometrien) und die Handhabe vollkommen anders. Also muss auch ein SPI-System hier deutlich besser werden. Das ginge sehr einfach, wenn man die Auflösung verringert – was aber eben der geforderten Gesamtgeschwindigkeit entgegensteht. OMRON hat hier eine Lösung parat, die uns bislang noch nirgendwo in der Form begegnet ist. Die ausgewählte Ausgangsauflösung des Systems (25, 20 oder 15µm) lässt sich pro Field of View (FOV) jeweils nochmals dritteln, sodass Minimalstrukturen bei Auflösungen von 8, 7 oder gar 5µm sauber inspizierbar sind. Das wird natürlich auch hier die Testgeschwindigkeit und die Maschinenfähigkeit verändern, aber eben nur für das speziell für den kleinen Bausteinen entsprechende Feld – dann geht es zügig weiter. Um die Änderungen bzgl. der Prozess- und Maschinenfähigkeit gleich jeweils testen zu können, wurde eine Simulationsunterlage geschaffen, sodass man jede Änderung im Vorfeld betrachten kann.
Da gerade beim Verbau von immer kleineren Bauteilen auch immer dünnere Trägermaterialien verwendet werden, spielt die Durchbiegung eine immer größere Rolle. Hier hilft die mitgeführte Z-Achse aber nunmehr werden die Durchbiegungen auch dokumentiert abgelegt und sind darstellbar.
Wenn schon neu, dann sollen aber auch zusätzliche Möglichkeiten geboten werden. Natürlich bleibt die Hauptaufgabe bei der Inspektion der aufgebrachten Lotpaste – einer der wesentlichen Fehler die in den Produktionen auftreten, entsteht aber gerade kurz vor dem Auftragen der Paste – Schmutz setzt sich ab. Das kommt oft durch das Auspacken der verschweißten Leiterplatten, da dann dort Aufladungen entstehen. Nach diesen Verschmutzungen können wir nun gezielt suchen.
Ein weiterer Auftrag von Kunden war, die Kleber zu inspizieren. ATEcare arbeitet dazu seit Jahren mit dem Fraunhofer Institut im Arbeitskreis KLEBER – interessant, was dort an zukunftsträchtigen Klebeaufgaben gearbeitet und geforscht wird – wir können die Kleberstruktur, Volumen und Höhen vermessen und inspizieren – im Linientakt. Diese Verklebungen sind nicht nur für die Leiterplatte interessant – in vielen Bereichen werden Verschraubungen oder andere Verbindungsarten damit kostengünstig und schnell abgelöst – vorausgesetzt, die Dosierung ist präzis, was nunmehr nachgewiesen werden kann.

Das Ganze nun noch neu „verpackt“, ist ein komplett neues SPI-System – die VP9000.
Aber OMRON verbindet die Testergebnisse natürlich auch mit ihren weiteren Inspektionssystemen (AOI, AXI), sodass die Prozessindikation jeweils auch an Verifizierstationen dieser Geräte einsehbar ist und die Fehlerursache zukünftig ausgeschlossen werden kann. Die bekannten „close loop“ oder gar „loop forward“ Möglichkeiten möchte ich hier im Einzelnen gar nicht noch detailliert beschreiben.
Auch ATEcare arbeitet mit lokalen Firmen an weiteren Lösungen, die Kunden-Bedürfnisse mit integrieren sollen.
Zum einen haben wir Möglichkeiten geschaffen, die SPI-Ergebnisse und Bildmaterialien so in externe SW zu transferieren, dass Anbindungen auch an andere Technologien und Hersteller möglich sind bzw. auch Langzeit-Archivierungen engagiert werden können.
Eine richtige Neuerung dabei ist ein eigenständiges Produkt – unsere PRINT CONTROL Software, die in Zusammenarbeit mit der Firma ABP entstanden und erweitert worden ist. Eine SPI nur zur GUT-SCHLECHT Sortierung zu nutzen ist tödlich – es ist eines der besten Prozessindikationen überhaupt. Aber die Gesamtumgebung des Druckprozesse umfasst wesentlich weitere Faktoren.
PRINT CONTROL überwacht und steuert den gesamten Druck-Prozess und kann folgende Aufgaben mit übernehmen:
- Pastenlagerung und Konditionierung, Lagerprozesse der Werkzeuge und Materialien
- Freigabe von Materialien zum Prozess/ Druckprogramm/ Produkt
- Überwachung von Reinigungsvorgängen in Kooperation der SPI-Ergebnisse oder nach Vorgabe
- Produkt-Verifikation gemäß Fertigungsauftrag und Vorprozessen
- Standzeiten und Einsatzzeiten von Werkzeugen (z.B. Schablonen inkl. Versionsverwaltung)
- Anbindung ERP-, MES-, QS und Traceability-Systeme (auch standortübergreifend)

Auch der Lagerprozess kann dabei gehandhabt werden. Das geht von Überwachungen der Lagerung und entsprechenden Temperaturbedingungen bis hin zur Aufbereitung der Paste (manuell oder automatisch) aber nunmehr auch in Lagersysteme (Spezial-Tower für Pastenlagerung mit inkl. Produktionsvorbereitung nach Auftrag) ein.

Das sind nur Beispiele und alle genannten Faktoren lassen sich natürlich auch mit anderen Geräten verschiedenster Hersteller kombinieren – sinnvollerweise auch mit der neue OMRON SPI VP9000.
ATEcare ist bekannt für seine Leistungen und Geräte im Test- und Inspektionsbereich. Wer aber in der Zukunft am Markt weiter mitspielen möchte, muss sich mit den entstandenen Daten und Abläufen ebenfalls auseinandersetzen – Stichwort I4.0. Daher wird ATEcare auch sein Portfolio zu Warenwirtschaftssysteme intensiv ausbauen – schauen Sie schon einmal unter www.materialwirtschaft.tech – da tut sich was.






