Löttechnik Analyse- Vakuumloeten Whitepaper

Was bietet Löten mit Vakuumprofilen? – Teil 2
Nachdem im ersten Teil der Einstieg in das Thema Löten mit Vakuumprofilen gefunden wurde, folgt nun im zweiten Teil eine Vertiefung und die Diskussion der erzielten Lötergebnisse.

Aufbau des Testlayout mit 5 verschiedenen Aperturen für BTC-Bauteile
In der Abbildung 1 wird das Gesamtlayout des Testboards gezeigt, wobei in dieser Auswertung nur die Bauteile mit Masseanschlüssen zu betrachten sind. Dabei sind auf jeder Leiterplatte zwei identische Aperturen pro Variation vorgesehen.
Die beiden Schablonen wurden hierbei noch in der Dicke und in der Herstellungsart variiert. Eine Schablone wurde ohne zusätzliche „Veredelungsschritte“ mit einer Dicke von 120µm verwendet. Als Gegenstück dazu wurde die andere Hälfte der Boards mit einer plasmabeschichteten und elektropolierten Variante und einer Schablonendicke von 110µm verwendet.
Der Unterschied der Lötprofile ist in Abbildung 2 durch den Einsatz des gesteuerten Vakuumprofils im rechten Abbild zu erkennen. Im Vorheizbereich wurde ein sogenanntes Vorvakuum eingesetzt, welches den Versuchsablauf stabilisiert, da die Lötversuche über einen Tag verteilt waren uns somit z.B. die Feuchtigkeitsaufnahme der Lotpaste zu Verfälschungen im Ergebnis führen kann. Durch die Absenkung des Druckes lassen sich hier stabile Verhältnisse realisieren.
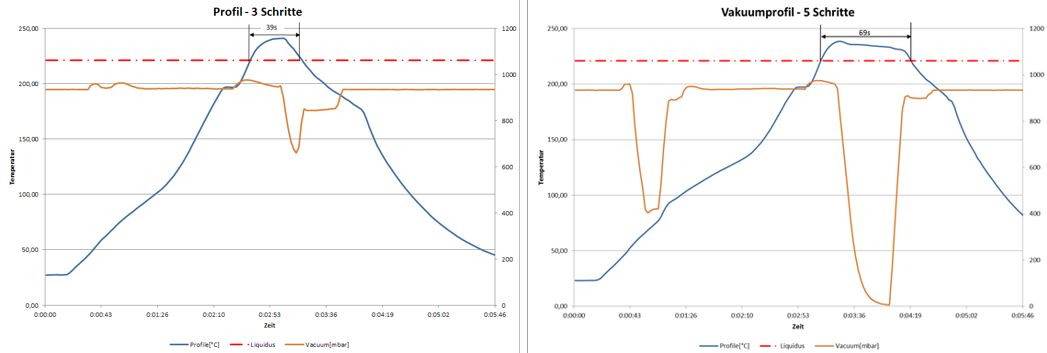
Lötprofil ohne Vakuum auf der linken Seite im Vergleich zum Vakuumprofil mit 10mbar und 10s Haltezeit auf der rechten Seite.
Durch den Einsatz des Hautpvakuums zur Reduzierung der Voidbildung wurde die Zeit über Liquidus um 30s verlängert. Dabei wurde ein Enddruck von 10mbar und eine Haltezeit von 10s eingestellt. Da eine Voidreduzierung hauptsächlich im schmelzflüssigen Zustand erfolgen muss und nicht beliebig schnell erfolgen kann und darf, muss eine Verlängerung der Aufschmelzzeit in Kauf genommen werden.
Der Vergleich des Lötergebnisses beider Profile ist in Abbildung 3 zu sehen. Hier können leichte Unterschiede bei den Apertur bezogenen Ergebnissen erkannt werden, diese können aber nicht als signifikant eingestuft werden. Signifikant ist hier das Ergebnis bei dem Vakuumwert von 10mbar mit dem alle Lötstellen mit einem Voidanteil < 2% erzeugt wurden.

Vergleich der Schablonengeometrien mit und ohne Vakuumprozess
Der Vergleich des Lötergebnisses beider Profile ist in Abbildung 3 zu sehen. Hier können leichte Unterschiede bei den Apertur bezogenen Ergebnissen erkannt werden, diese können aber nicht als signifikant eingestuft werden. Signifikant ist hier das Ergebnis bei dem Vakuumwert von 10mbar mit dem alle Lötstellen mit einem Voidanteil < 2% erzeugt wurden.
Das Ergebnis aus dem Extremvergleich von Löten bei Umgebungsdruck und Vakuum mit 10mbar wird auch durch den Testlauf bei 100mbar bestätigt. Auch hier kann der Voidanteil (<3%) und die Voidanzahl signifikant reduziert werden. Zudem kann hier die Wahl der Aperturgeometrie und der Schablonenart ebenso wenig das Ergebnis beim Vakuumlöten signifikant beeinflussen. Subjektiv bekommt man allerdings den Eindruck dass hier die Plasmaschablone tendenziell etwas weniger Voiding hinterlässt. Was sich durch das bessere Auslösen der Paste und den damit verbundenen stabileren Druck zurückführen lassen könnte. Damit wäre der stabile und gleichbleibende Pastendruck als Einflussparameter zu berücksichtigen.
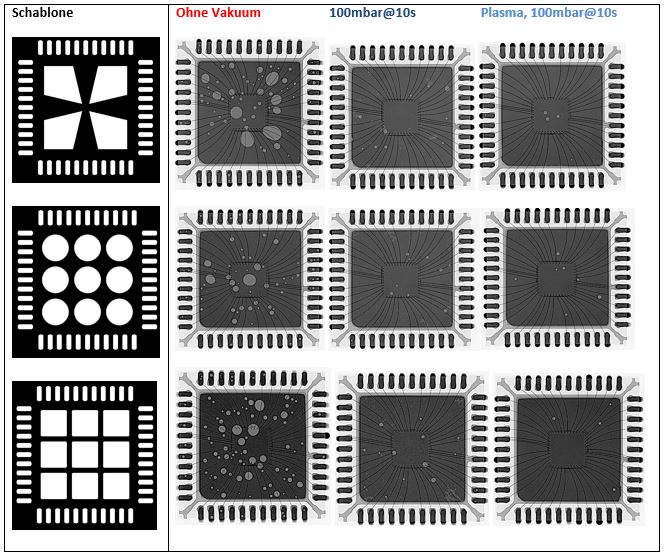
Vergleich der Schablonengeometrien, Schablonentyp und Lötprozess
Zusammenfassung
Das Löten mit dem gezielten Einsatz von Vakuum kann zu einer deutlichen Reduzierung der Voidanzahl und des Voidgehaltes beitragen. Damit keine negativen Einflüsse wie Schädigung sensitiver Bauteile oder Lötspritzer auftreten, sollte die Druckkurve ebenso profiliert werden können wie ein Temperaturprofil. Der Einsatz von verschiedenen Aperturgeometrien oder verschieden beschichteter Schablonen müssen beim Vakuumlöten nicht zwangsläufig signifikante Unterschiede zeigen. Die Theorie von Ausgasungskanälen können hier nicht bestätigt werden, da diese schon im Vorheizbereich verschwinden. Viel mehr kann die Aufteilung eines großen Massepads positiven Einfluss auf das Druckverhalten und die Druckstabilität (siehe z.B. Ausschöpfen/Scooping etc.) haben, welches zu einem besseren Ergebnis führen kann. Genauso wenig kann ein pauschaler Druckwert angegeben werden, der immer zum optimalen Ergebnis führt. Abhängig von der Nassschichtdicke, der gewählten Lotpaste und der Schablonenapertur können Ergebnisse < 2% Voidanteil mit Druckwerten zwischen 10mbar und 100mbar erreicht werden.